Thousand per Hour 512 Joint Rolling Machine
HAVE A CONE NOT LISTED? WE CAN CUSTOM FIT A PLATE AT YOUR REQUEST. CONTACT US DIRECTLY FOR MORE INFO.
WATCH A VIDEO OF YOUR PRODUCT BY CLICKING THE YOUTUBE LINK BELOW.

FOR ALL TPH ADD ON ACCESSORIES CLICK HERE
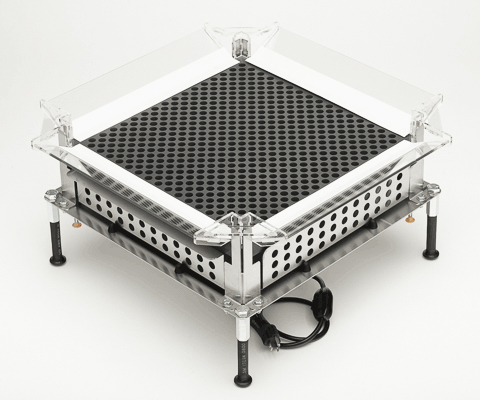
The TPH-512 Cone Filling Machine is the only tool to choose when your delivery requirements start to exceed 3,000 pre-rolls/week. Constructed of durable stainless steel and heavy duty plastic, this tool will be doing its job just as well 100 years from now as it will today. Simple and easy to clean; just wipe down the stainless steel surfaces with a spray of IPA and boiling hot water from a tea kettle for the cone plate itself. The cone plate can also withstand the ravages of a commercial dish washer.
We wish we could do one size fits all, but it just doesn’t work that way. The taper angles are not the same between paper manufacturers and we have discovered that if we push for the one size fits all, you end up over filling or under filling cones on the papers that don’t quite fit your ‘one size fits all’. This translates into extra time in final QC as you add a little or subtract a little to get each pre-roll to fall within tolerances. Time is money and the margins are slim enough as it is.
Four basic parts, the cradle, the basket, the cone plate(s) and the fill funnel. Delivers in three boxes.
It is highly recommended you only use OEM papers. Bootleg manufacturers don’t always adhere to the strict standards of the OEM and bootlegged papers may or may not fit the plate correctly.
The TPH Machines currently offer these plate sizes ( Comes standard with one plate per machine of your choice select at drop down menu).
- Cones Brand 70mm x 26mm Single Size 0.4 gram
- Cones Brand 84mm x 26mm Special Small 0.6 gram
- Cones Brand 98mm x 20mm Small 1 gram
- Cones Brand 98mm x 26mm Small Delux 0.8 gram
- Cones Brand 109mm x 20mm King 1.3 gram
- Cones Brand 109mm x 26mm King Delux 1.1 gram
- Raw Brand 84mm 1 1/4 0.75 gram
- Raw Brand 98mm Special 1 gram
- Raw Brand 109mm Kingsize 1.5 gram
- Futurola Brand 140 Party Size
- Futurola Brand 98mm x 30mm 0.5 gram
- Futurola Brand 120 Fatboy
- Futurola Brand 98 Futurolla 1 gram
- Kone Hedz 98mmx30mm
- Custom Cones USA 84mm
- Custom Cones USA 98mm
- Custom Cones USA 109mm
TPH-512
- power: Standard Wall Outlet- Q20/ 120v / 60hz single phase
- weight: 30lbs
- efficiency @ full system: 1000 per hour. **Times my vary**
- Operators: 1
- model: TPH-500
- Units per run: 512
- Time per run: 30-40 Min per run
HOW IT WORKS;
- Once you have all your feedstock shaken down, with the funnel still in place.
- Gently roll the ball bearings out across the plate dropping at least one bearing per hole.
- Cover all of the holes w/ the plate and turn your shaker motor back on.
- The ball bearings will sink down packing the crutch.
- When you are all done, pass the magnet over the holes.
- Bearings jump out of the holes onto the magnetic wand and you have perfectly packed pre rolled joints.
(OPTIONAL EXTENSION PACKAGE AVAILBLE) Amp up your production with the TPH Joint Rolling System extension package. Once you start to consistently hit the 5,000/week delivery requirements pretty consistently, and your workload is starting to get a little heavy, may we suggest expanding your production with an add-on plate and cradle. While one crew is loading the first plate, a second can be preparing the second plate without worries of damaging any of your empty papers.
Each extension package will ramp up your production by another 1,000-1,500/day. Other papers are available upon request.(OPTIONAL EXTENSION PACKAGE AVAILBLE)
User’s Manual:
Thousand per Hour™ machine and system is pretty much ready to roll out of the box. You will need to make some minor adjustments to tailor your machine to your installation, but other than that, it is plug and play.
Identifying Parts
There are five basic parts to your Thousand per Hour™ system. They are:
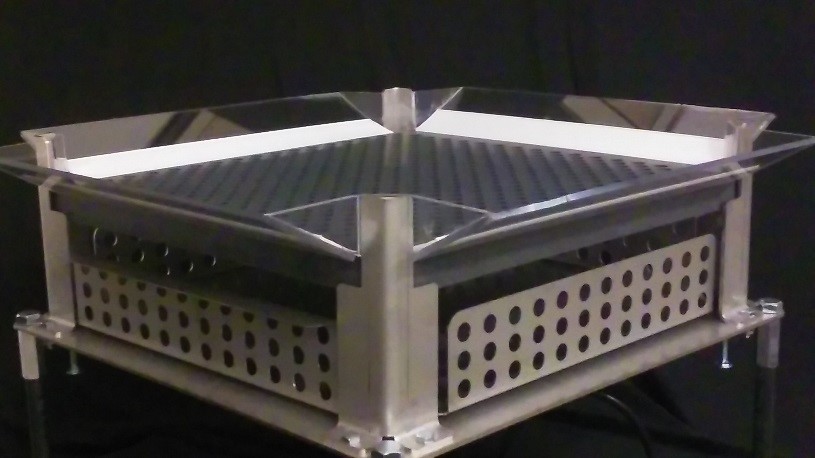
- The Shake Cradle – What you see above including a vibration motor
- The Standby Cradle – Same as a Shake Cradle only no vibration motor
- The Blunt Plate – Holes custom cut to the paper(s) you work with
- The Funnel – The clear plastic which secures the feedstock on the blunt plate
- The Adjustable Speed Control
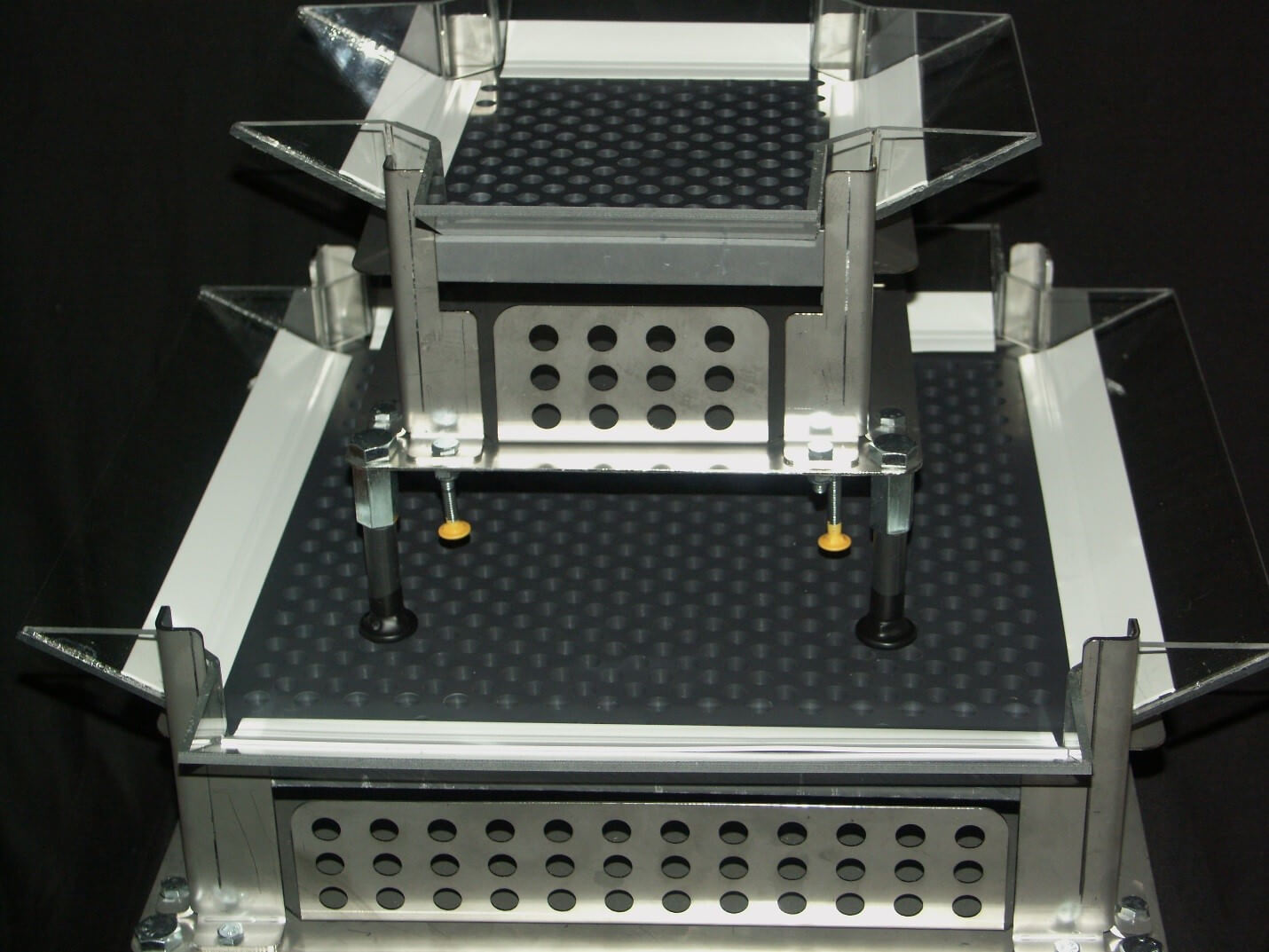
Both cradles have four height adjustment screws, one in each corner.

Viewed from the bottom – you do not need to turn the cradle upside down to make adjustments
viewed from the top
Each blunt plate is custom cut for the papers you use. Every manufacturer has subtle differences in their tapers and crutch styles. There is no “standard”. The tapers are machined in the plate with six decimal place accuracy so they exactly fit the taper of the paper. We taper the holes in the plate to help minimize spillage & eliminate blow by. There are 512 holes in the large machine, 128 in the small machine.
The plastic funnel provides a backstop so you can be a little more assertive when working your feedstock towards the edges and corners. The seal helps keep spillage to a minimum.
Plugging In
Once you have established where in your facility you wish to set up your work station, set the machine in place, unwrap the cord to the vibrator and connect it to the adjustable speed control. Plug the controller into any wall socket.
Make sure the vibration motor is turned on
You will want to have all of these cords safely tucked out of the way so they don’t interfere with the workspace.
Set the Plate Height of the Shake Cradle
The blunt plate is tapered to provide a sliding stop for your pre-roll papers. The pop up plate is the hard stop. The goal of this adjustment is to have the hard stop of the underlying steel engage the paper just before the sliding stop of the blunt plate does. The correct setting is so the pop up plate is in contact with the crutch of the pre-roll and all tops of the papers are just barely below the top surface of the plate. All crutch tips should rest on the surface of the underlying pop up plate.
You need to lower the plate until they touch.
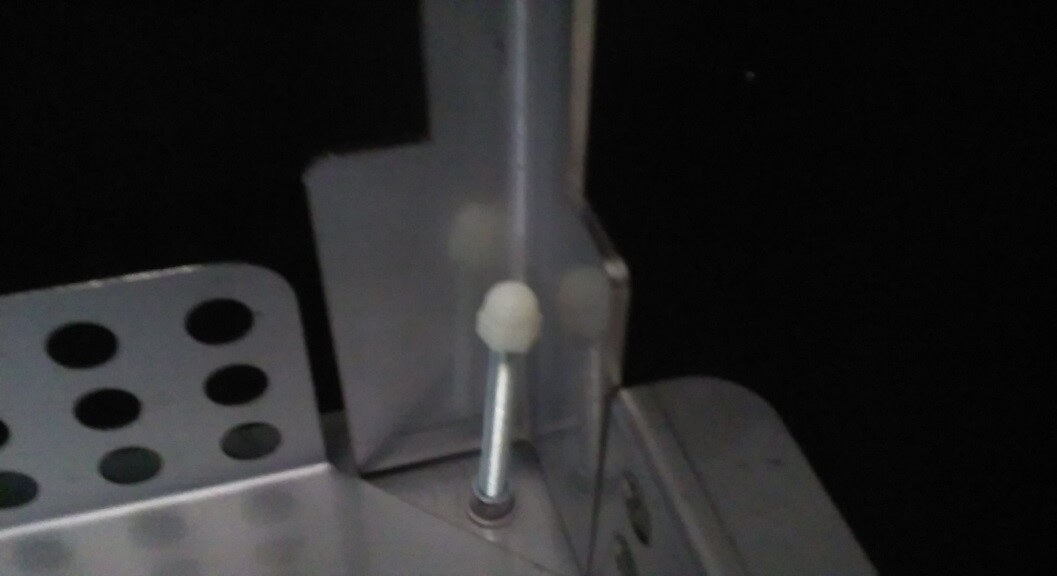
There are four independently operated height adjustment screws. These screws are located just inside the towers of the cradle and are accessed from the bottom.

There is a wing nut underneath acting as a lock. The head of the screw is the adjustment mechanism. No tools are necessary; you do not need to turn the cradle upside down. Once you loosen the wing nut, the height adjustment screw spins freely and easily.
Rest the blunt plate on a flat surface with at least a dozen or so holes open to the air below. Drop a single empty blunt into any open hole and let it slide to a stop. It should come sliding to a stop 1mm – 2mm below the top surface of the plate. You may need to give the top of the paper a little tap to set it. The paper should fit snugly without distortion.
Measure the distance from the bottom of the plate to the tip of the crutch. Make note of this number. This measurement is the distance between the bottom of the blunt plate and the top surface of the pop up tray. (Note: Be sure to measure from the top of the pop up tray, not the surface of the shake cradle – see picture below)
With the pop up tray resting in the cradle, loosen the wing nuts underneath. Adjust the bolt head underneath so the distance from the surface of the pop up plate to the tip of the nylon nut equals the measurement you just took.
The pop up tray is the one with holes. The cradle itself is lower. Be sure to use the tray, not the cradle as your measuring spot.
Once that distance is set, tighten the wing nut on the bottom. Set the remaining three posts in the same manner.
Check your measurements. Correct if necessary.
Not quite. In this picture, the sliding stop engaged before the hard stop of the pop up tray. You need to lower the blunt plate a wee bit more so the tips of the crutch rest gently on the surface of the pop up plate.
It is advisable you check your work before starting a complete loading of the blunt tray. Do this by dropping a few blunts into the corners and a few in the middle. If all crutches touch the pop up tray in all corners and in the middle while at the same time all the tops are barely below the surface of the plate, then your adjustment is correct. The blunt plate should rest solidly in the cradle. There should be no wobble or tipping.
Set the Height of the Stand by Cradle
You set the height of the stand by cradle the same way you set the height of the shake cradle. The difference is you set the stand by cradle plate height a little bit lower than the shake cradle. Generally speaking, you will want the blunt plate height in the stand by cradle to be such so that more or less 3/8” of paper is sticking up above the surface of the blunt plate. This will allow you to safely handle a full load without damage to either empty papers or full pre-rolls.
How to Operate the System
- PREPARE YOUR FEEDSTOCK. Feedstock preparation is the most important part of this operation. If your feedstock is not adequately prepared you WILL NOT be pleased with the results.
Some considerations for proper preparation are:
- Proper curing (</= 10% Moisture Content) - Material that is too moist tends to be quite sticky and is more likely to clump. Clumping material will not go down the hole and if it does, it tends to clog just above the crutch making for tedious final QC.
- Proper screening - Material should be screened to a maximum of 1/8” - screen. Keep leaf veins and stem pieces to an absolute minimum. Leaf veins and stem pieces will clog the blunt leaving gaps in the fill making for a tedious final QC. These little pieces can also puncture the side of the pre-roll spoiling the final product.
- We have seen a lot of success with the Neo-Farms Shredder/Screener. When using this shredder/screener, don’t over whip. You are looking to cream this feedstock. That which isn’t screened can be set aside for blasting.
- Place the blunt plate into the cradle. It is designed to fit snugly but still lift cleanly and easily out of the cradle.
- Load the empty blunts into the plate. A light tap on the head should set all heads below the plate surface.

- Place the plastic funnel on top of the cradled load plate.
- Measure out your feed stock. We would recommend about 564 grams for a gram roll, 307 grams for a half gram roll.

Measuring the feedstock in advance helps assure an even distribution of material in the cones and a higher probability of accurate weights during final QC.
- Start the vibration motor at a low vibration speed. Each batch of feedstock will react differently to the amount of vibration needed. An experienced operator will come to see this and adjust
- Work the feedstock over the entire face of the load plate while allowing the vibration motor to continue at a low speed. Properly prepared feed stock will quickly drop into the holes and fill the blunts. When you get to the edges and the corners of the plate, use the funnel as a backstop to help you work the material.
- Once you have worked the feed stock into the holes, allow the vibration motor to continue for a wee bit. This will help pack the feedstock into the blunt. Each feedstock is different and each strain will require different shake times.
- If you have a standby cradle, remove the entire blunt tray by lifting on the handles on each side of the pop up tray and then place the entire assembly into the standby cradle. The plate height of the standby cradle should be adjusted so that when the blunt tray is sent inside the cradle, the fill level of the cones should be flush with the plate surface. This will leave more or less 3/8” of paper sticking above the plate surface. You do not need a standby cradle to do this. It just makes it convenient. Some prefer to put the whole assembly (pop up plate and blunt tray) on a flat surface leaving all but the last inch exposed.
- Final QC. Tap each pre-roll lightly to set the crutch, weigh and close off.
You’re done. It’s that simple.
Notes, Observations and Ideas from the Field
We worked pretty hard to make this simple. Our ultimate customer (the retail buyer) thinks it’s like a fast food burger but the reality is there are an awful lot of variables to making this particular Big Mac. It ain’t as easy as it looks.
You guys out in the field are the ones who designed this system. We built it based upon the things you told us you wanted. And you guys out in the field are the ones who taught us how it should be used. With that said, here are some things that you guys taught us about how to roll the perfect pre-roll which isn’t covered in the operator’s manual.
- Preparing Your Feedstock is Critical - If there is one thing which was hammered into our heads more than anything else, this has to be it. Advanced preparation of your feedstock is critical to the smooth operation of this system. All sticks, stems and leaf veins should be screened out. If they are not cleaned out, you run the risk of clogging blunts so they do not fill completely or correctly. These little stems can also can poke holes through the sides of the papers which pretty much ruins the joint. The need for this meticulous preparation is magnified by the fact you are rolling so many at the same time. There are many ways to prepare feedstock and everyone does it differently. We like the shredder 110 cup commercial shredder sifter (as in about 10 seconds or less) will shred and screen your feedstock to a perfect consistency.
- Every Strain Is Different – No surprise here. Different strains shred down to different consistencies and weight by volume. We recommend you weigh out your feedstock in advance, bag it, and cool it to 37-42 degrees F. When you bag it, you will want to use a 55% invierment to keep your moisture content in the 8-10% range. Weights are weights and you can manipulate volume by working the material over the face of the plate while filling.
- Different Strains fill the Cones to Different Levels – Because of the differing densities of different strains the actual volume in the cone comes to different levels during filling. Some will drop in leaving 1/4 “or so of excess paper which can be easily folded down. Others fill it to the brim and a light tap on the crutch will drop it in. An experienced operator comes to recognize this and adjusts themselves accordingly.
- Kief and Other Fine Material Will Clog the Crutch – If you find you have denser feedstock or more fines in your feedstock than you might ordinarily want, a clogged crutch can be the end result. One way you can compensate for that is to sprinkle in a little bit of feedstock into each joint before you do the full on dump of material onto your blunt plate. This will put a few millimeters barrier of less fine material which will act as a catch for the finer material as it is drawn through the joint while smoking.
- Found one we haven’t covered? Write us and let us know. You have our full and undivided attention.
Warranty
Veteran Industrial LLC (VI) warrants to:
that the Thousand per Hour (TPH) rolling machine will be free from defects in material and workmanship for a period of 1 year from date of delivery provided it is used in the manner for which it was designed.
VI will repair or replace the unit or defective part at its option. In the event of a defect or failure in material or workmanship, please notify VI in writing at any of the coordinates above to initiate the warranty process.
VI cannot, is not and will not be responsible for inconsistencies in paper manufacturer’s quality control.
ALWAYS USE PAPERS DIRECT FROM THE MANUFACTURER OR THE MANUFACTURER’S AUTHORIZED DISTRIBUTOR. BOOTLEGGED PAPERS MAY OR MAY NOT BE OF THE SAME QUALITY OR STANDARDS AS ORIGINAL MANUFACTURER. TPH PLATES ARE CUT BASED OFF OF ORIGINAL EQUIPMENT MANUFACTURE AND BOOTLEGGED PAPERS MAY OR MAY NOT FIT. USE BOOTLEGGED PAPERS AT YOUR OWN RISK
Thousand per Hour FAQ
Q: What is Thousand per Hour?
A: Thousand per Hour is a shaker based pre-roll machine. It comes in two sizes, the TPH 128, the TPH 512, its extension kits and yes, with a single extension kit you can throw 1,000 pre-rolls on the table in less than 45 minutes.
Q: What is the difference between the TPH 512 & the TPH 128?
A: The TPH 128, “the L’il Fella” fills 128 cones at a time and sits nicely on a shelf when not in use. One person should be able to turn this plate 5-6 times/day for a weekly production of ~3,000 pre-rolls/week. The TPH 512 fills 512 at a whack. It is a dedicated work station. It really comes into play once you start to cross the 3,000/week delivery requirements. Until then, the 128 will probably fulfill your needs. Another advantage of the 128 is it allows you to fulfill those orders of 100 of this strain, 250 of that strain more efficiently. Let your anticipated weekly delivery requirements be your guide.
Q: What is the extension package?
A: The extension package is a standby cradle and extra plate. It does not come with a shaker motor. Utilizing an extension package allows one person to fill a plate with empty blunts while another is filling them. Then, when both are done, they can exchange trays and now while one fills cones w/ feedstock, the other begins his final QC process of verifying weights and closing off. Each extension package on the TPH 512 will bump your production by 5,000-7,500 pre-rolls/week.
Q: Can I get extra plates all by themselves?
A: Yes, but we would ask your intent. If you are looking to skimp on a full production package, we would recommend you to a full on extension kit. Papers are delicate and it is incredibly easy to wipe out several dozen by handling them outside of the cradle and tray. If, however, you are set up for rolling gram pre-rolls and you want another plate so you can do half grams or quarter grams, then absolutely. We designed the system with that in mind. All 512 plates fit the 512 cradle, all 128 plates fit the 128 cradle.
Q: Do you recommend a particular paper?
A: No. We cut our plates to fit the papers you use. We currently have holes for 98 Cones, 98 Raw, 98x26 Kush Supply, 1.25 Raw, 84 Cones and 70 Cones. Marijuana Packaging is starting to carry a generic brand 98x26. It is the same size and taper as a 98x26 Raw and fits that plate beautifully. We have preliminary data on the 109 Raw and 109 Cones, Futurolla 84 and 98 J Ware. If you are looking for a plate for one of these, we can certainly accommodate you. Please contact us for a follow up.
There is one paper we would not recommend and it’s a darn shame because it’s a real nice pre-roll. Cyclones Toasted Hemp Cones are just that, a toasted hemp cone. It’s not that we can’t cut a plate to fit them, it’s that when confronted with a random sampling of a dozen, there were significant variations in the cone diameters making it difficult to cut a viable plate. Darn shame. Nice pre-roll cone. Burns smoothly.
We do not do tubes … yet.
Q: How are they cleaned?
A: The plates are made of machine washable plastic and are impervious to alcohol based solvents. I have found a great way to clean them is to boil a teapot and pour scalding water over and across the face of the plate.
You should expect a little bit of spillage from normal operation. This spillage is usually contained to the pop up tray or the shake cradle. The excess material is easily wiped into a tray leaving little to no residue behind. Many people place the machine in a tray to act as a final catchment. Good idea.
Since the cradle & pop up tray are stainless, if need be, you can wipe it down w/ alcohol. Do not submerge the shake motor in water. It will not survive.
Q: How do I know this machine won’t be obsolete or break down in three years?
A: We worked really hard to make this a really simple machine. It will never be “obsolete” until and unless the industry moves to full automaton. That’s serious money. That said, we have already made adjustments and allowances for a couple of advancements and contingencies which we foresee a high possibility of happening. Your machine is designed to be able to handle any improvements which may be forthcoming.
ALWAYS USE PAPERS DIRECT FROM THE MANUFACTURER OR THE MANUFACTURER’S AUTHORIZED DISTRIBUTOR. BOOTLEGGED PAPERS MAY OR MAY NOT BE OF THE SAME QUALITY OR STANDARDS AS ORIGINAL MANUFACTURER. TPH PLATES ARE CUT BASED OFF OF ORIGINAL EQUIPMENT MANUFACTURE AND BOOTLEGGED PAPERS MAY OR MAY NOT FIT. USE BOOTLEGGED PAPERS AT YOUR OWN RISK

















